|
|
|
HOME > 製品ラインアップ > ショットブラスト・ピーニングマシン > 機械の概要と主な構造 |
|
 |
 |

機械の概要と主な構造
|
高速回転をするプレードに研掃材を送入し、その遠心力を利用して、研掃材を工作物に向かって投射させ、表面処理を行う機械です。従来、鋳造品の鋳砂の除去、鍛造品のスケール落しなどに使用されておりましたが、最近では金属表面処理に利用範囲が、ますます広くなってきております。
サンドブラスト、化学研磨、液体ホーニングなどに比較して、作業環境はきわめて衛生的であり、機械の操作も自動化され、省力化による経費の低減、および経営の合理化など優れた特長を見出すことができます。
研掃範囲=a×b |
直経0.5-2.3mm程度のショット(鋼球)を、工作物表面に投射させると、その衝撃力によってショットの衝突した部分が塑性変形し、微小の凹凸が工作物の表面にできます。この投射加工による塑性変形で、表面結晶が微細化し、表面から0.2-0.7mmの深さまで硬化され、耐摩耗性が増大します。ショットピーニングは、工作物の表面を小さなハンマーで繰り返したたく作用と同じで、圧縮応力の残留応力が逆に工作物内部に自生して、応力のつり合いがとれ、圧縮応力が材質によっては70~90kg/cm2におよぶ大きな値となり、疲労限度も1. 5-2倍程度に高まります。また、表面の微小凹凸部は油だまりとなって、しゅう動としての潤滑効果を向上させるなどの効果があります。
このショットピーニング効果で最も大きな特長は、圧縮残留応力を利用して、作用する外力に対して作用応力を軽減させるように働かせ、繰返し応力で破損するようなバネや車軸、機械部品などの寿命を著しく長くすることであります。
ショットには、チルド鋳鉄ショッ卜、可鍛鋳鉄ショット、鋳鋼ショッ卜、カットワイヤーショットのほかに、銅、アルミあるいはガラスショッ卜などがあります。
チルド鋳鉄ショットは、溶銑を.. 6-lOkg/cm2の高圧空気で水中に吹き飛ばして急冷し、小球状にしたものでHRC=60~65程度の硬さをもち、高能率である反面、脆いため破壊しやすい。そこで適当なじん性を与えるため熱処理をして、可鍛化したものが可鍛鋳鉄ショットです。
さらにじん性を必要とする場合には鋳鋼ショッ卜を用います。
また、カットワイヤーショットは銅線を直径と同じ長さに切断したもので、鋳鋼ショットの数十倍の寿命があります。
|
グリッ卜は、丸い大きな研掃材を細かく破砕して、するどいかどをもたせた小さな金属粒で、これを工作物表面に投射して、表面に附着している鋳砂、サビ、スケールなどを除去する表面清掃作業や、メッキ、塗装、ホーローなどのための適度な粗面をつくる表面処理作業や、また、鋳鍛造品のパリ取り作業などに用いられます。従来、上記の作業にはワイヤーブラシを用いて手でこする作業から、サンドプラスト、酸洗、液体ホーニングなどがありますが、数の多い鋳鍛造品のパリ取りを、ひとつひとつ手作業したのでは能率が上らない。かと言って治具を新製して、専用機で加工しようとすると採算がとれない。また、全加工工程を終了し、新たにチャックしなおすことができない形状となっている精密小物部品は、今日の合理化された生産スピードにマッチさせることは困難となります。
サンドブラスト、酸荒、液体ホーニングなどには、酸特有の悪臭、ガス、および塵埃などで作業環境が非衛生であり、人体はもちろんのこと製品自体にも思わぬ被害がでることもあります。また、廃液処理などの問題についても、研掃機を使用することにより全く心配はなく、サンドプラスト、酸洗、液体ホーニングなどに比較して、設備費が安く、設置面積が僅少、作業工程時間の短縮、経費節減、作業人員の減少などの利点があります。
最近急激に需要の増えたアルミニウム、亜鉛などの軽合金ダイキャスト製品、また、弱電関係のプリント配線板の前加工面をいためてはならないような低い衝撃力を必要とする清掃、および下地加工に適した研掃機、ならぴに研掃材の技術開発が進み、関係業界で採用され好成績をあげており、技術的にも高く評価され利点の多い機械であることが実証されております。 |
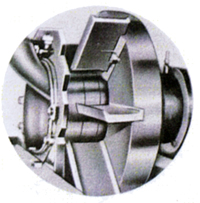
投射装置(ローター)
キャビネットに装置され、高速回転するプレードから研掃材を遠心力によって加工品に投射し、ピーニング、または、クリーニングを行います。ローターを構成する各部品のうち、摩耗度の早い箇所には、特殊耐摩耗鋼を使用しており、長い寿命があります。
撹拌装置
耐摩括性ゴムで作られたエンドレスベルトで、加工品を投入して適当な速度で移動、または、反転させ、クリーニングおよび、ピーニング加工を行うもので、加工品の状態、形状に応じた速度に調整することができます。(T型)
テーブル
回転する鋼板製のテーブルで、加工品を塔載して死角なく加工することができます。小物で形状の複雑なものは、テーブルの上に、さらに小テーブルをつけた、ダブルテーブル型の機種もあります。なお、重量のある形状の大きな加工品には、テーブルの下に台車をつけ、研掃室への出し入れのできる便利な機種もあります。(L型・
D型)
回収装置
ホッパ一、スクリューコンベア一、パケットエレベーターおよび選別機、送粒管などによって構成され、投射されたショットまたはグリッ卜を、ふたたび投射装置に供給する装置で、投射を終った研掃材やスケール、錆、砂などはホッパーに集められ、パケットエレベーターで投射装置に運ばれます。なお、その際スクリーン風力選別や、トロンメル方式によって、研掃中に発生したスケール、錆、砂などを分離、選別します。なお、機種によっては、ホッバーに集った研掃材をスクリューコンベアーによって、パケットエレベーターまで運びます。
エレベーターの側面には、研掃材を補給する投入口を設けてあります。
バッグフィルター
研掃作業はほとんど密閉された機内で行われますので、研掃中に発生した塵埃および、風力選別による粉塵は機外に飛散することなく、この装置により吸入されますので、清浄な空気だけを放出します。したがって、作業環境はきわめて衛生的です。
|
|
ショットブラスト・ピーニングマシン 機械の概要と主な構造 研掃作用の比較
 T型 L・W型 D型 C・R型 H型 T-2BT・LH型 ST-220B型・RCC型 T型 L・W型 D型 C・R型 H型 T-2BT・LH型 ST-220B型・RCC型
エアーブラストタンク ドライホーニングマシン バッグフィルター |
|
▲このページのトップへ |
|

〒236-0004 横浜市金沢区福浦 2-4-10 TEL: 045-784-1481(代) FAX: 045-784-2777(代) |
|
© 2001-2017 Sakae Kogyo Co.,Ltd. All rights reserved. |